Более крупные ручные установки часто бывают передвижными и для удобства в работе и обслуживании их устанавливают на тележки (рис. 5.4).
Рис. 5.4. Передвижная распылительная установка
Питатели с псевдоожиженным порошком, используемые в ручных системах, обычно имеют цилиндрическую форму (рис. 5.3), выполняются из нержавеющей стали.
Основное требование к работе питателей с псевдоожиженным порошком - подача чистого сухого воздуха. Это общее требование ко всем элементам системы нанесения покрытий, но особенно актуально оно по отношению к аппаратам с псевдоожиженным слоем по двум причинам. Прежде всего, поры в пористой перегородке имеют малые размеры и могут легко засориться маслом или другими примесями, содержащимися в подаваемом воздухе, что приведет к плохому ожижению. Во-вторых, тот же воздух, находясь в прямом контакте с порошком в течение длительного времени, может оказать неблагоприятное влияние на качество и состояние порошка. Влажный или загрязненный частицами масла воздух будет загрязнять порошок, результатом чего явится слипание частиц, ухудшение его текучести, способности к восприятию электрического заряда и распылению. Иногда такая ситуация может привести к образованию поверхностных дефектов в покрытии, таких, как кратеры и пятна.
Рис. 5.3. Цилиндрический бункер
1 - сжатый воздух; 2 - эжектор; 3 - заборная труба; 4 - пористая перегородка
Рис. 5.2. Питатель:
Назначение псевдоожижения двояко. Во-первых, оно облегчает равномерный и устойчивый перенос порошка из питателя к распылителю. Во-вторых, является как бы предварительной подготовкой порошка, поскольку при этом устраняется слипание частиц, удаляется поглощенная влага и улучшается текучесть материала.
Эту функцию выполняет воздух. С его помощью порошковая краска подается к распылителю. Псевдоожиженный порошок ведет себя как жидкость, он может перекачиваться насосом почти таким же образом.
Взвешенный слой порошка можно сравнить с закипающей жидкостью. Если в жидких красках ожижающим агентом служит растворитель или вода, то в порошковых
Наиболее широко распространены питатели с псевдоожижением порошка. Сжатый воздух подается в питатель (рис. 5.2) через пористую перегородку, расположенную в его нижней части. Проходя через слой порошка, воздух приводит его во взвешенное состояние.
5.1. Устройство для подачи порошка
Существует большое разнообразие типов и конструкций оборудования, предназначенного для нанесения покрытий. В следующем разделе мы более подробно остановимся на них.
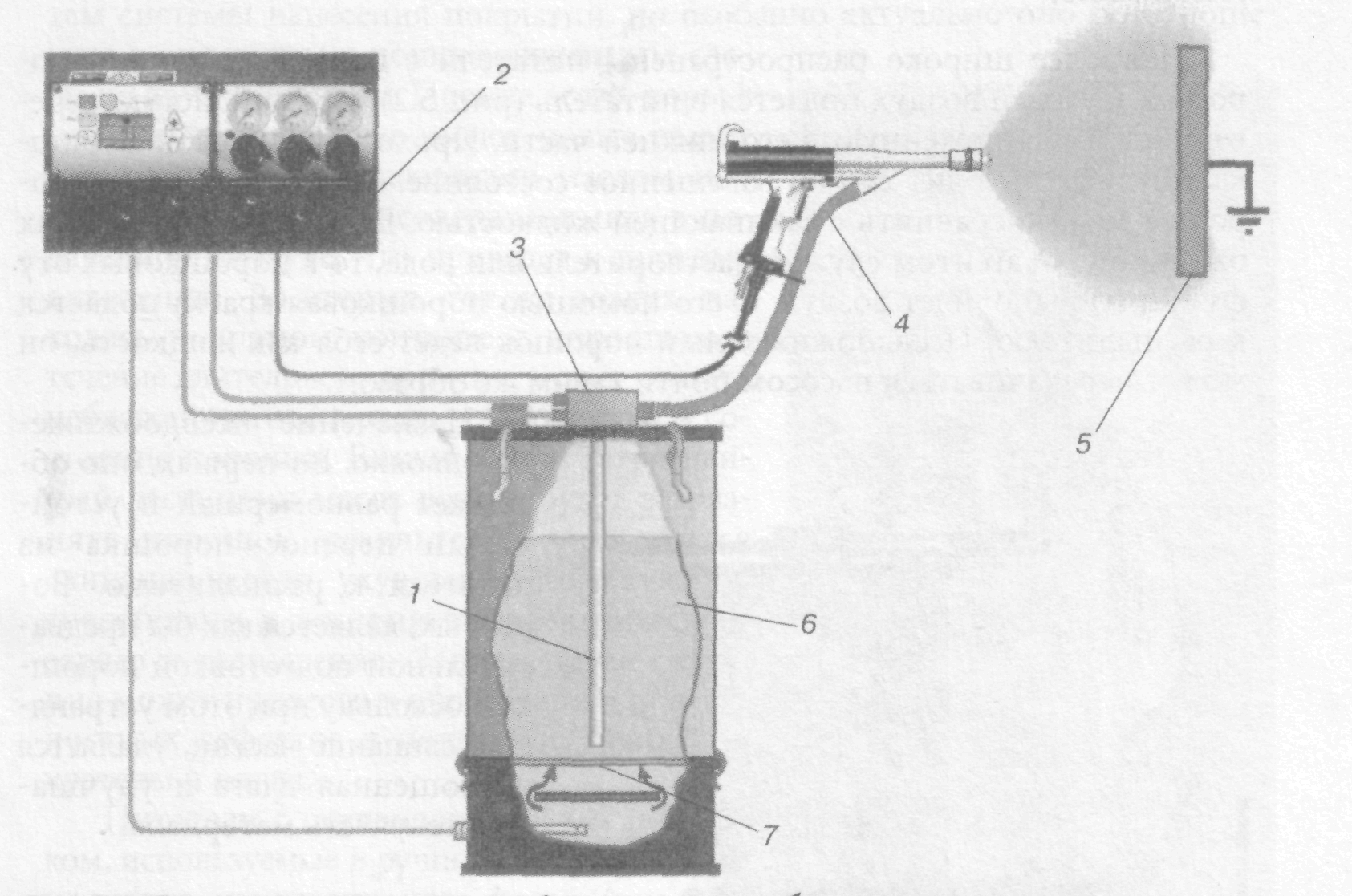
В установке распыления (рис. 5.1) порошок, находящийся в специальном бункере (питателе), обычно приводится в псевдоожиженное состояние (флюидизируется) при помощи сжатого воздуха. Эжектор забирает порошок из бункера и переносит его к распылителю. Пульт управления используется для контроля подачи порошка и воздуха, а также для поддержания параметров распыления. В распылителе порошку сообщается электрический заряд путем ионной бомбардировки в электрическом поле (метод зарядки коронным разрядом) или трением (метод трибостатической зарядки).
Электростатическое распыление наиболее удобно и обеспечивает лучший контроль толщины покрытия. Оно стало основным методом нанесения покрытий в промышленности. В настоящей главе приводится подробный обзор технологий нанесения покрытий способом электростатического распыления, дается также описание других методов.
1 - заборная труба; 2 - пульт управления; 3 - эжектор; 4 - распылитель; 5 - заземленная деталь; 6- питатель; 7- пористая перегородка
Рис. 5.1. Схема нанесения порошковых красок способом электростатического распыления:
Порошковые краски наносят на детали либо электростатическим распылением, либо их погружением в псевдоожиженный слой (с электризацией частиц или без нее), либо методом газопламенного распыления
Глава 5. Способы нанесения порошковых красок и применяемое оборудование
Глава 5. Способы нанесения порошковых красок | Порошковые краски. Технология покрытий
Комментариев нет:
Отправить комментарий